


 废(污)水处理核心技术
废(污)水处理核心技术
IC厌氧反应器技术
一、技术原理
IC反应器由2层UASB反应器串联而成,按功能划分,反应器由下而上共分5个区,即混合区、第一厌氧区、第二厌氧区、沉淀区和气液分离区。泥水混合液在高浓度污泥作用下大部分转化为沼气,在混合液上升流和沼气的剧烈扰动下使该区内污泥呈膨胀和处于流化状态,部分泥水混合液在气体作用下提升至气液分离区内分离,泥水混合物沿回流管返回混合区。其余泥水混合液进入第二厌氧区,该区内污泥浓度低,沼气扰动小,为泥水分离提供了有力条件,混合液上升至经沉淀区进一步泥水分离后,上清液流程反应器,污泥回流至第二厌氧区。

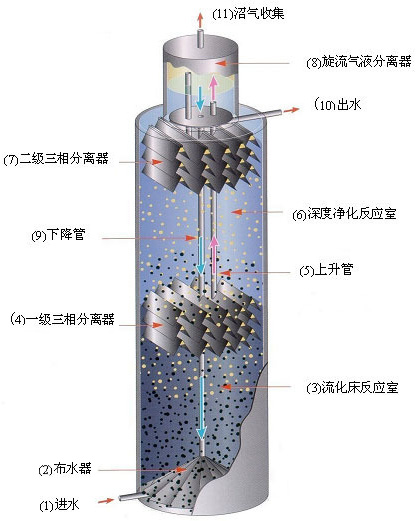
IC厌氧反应器
二、技术优势
● 容积负荷高:IC反应器内污泥浓度高,微生物量大,且存在内循环,传质效果好,进水有机负荷比普通厌氧反应器高3倍以上;
● 节约投资和占地面积:有效容积相当于普通反应器的1/4~1/3,且高径比大(一般为3~8),占地面积小,非常适用于用地紧张的工矿企业;
● 抗冲击负荷能力强:反应器内循环流量可达设计进水量的2~20倍,大量的循环水和原水混合,使原水中有害物质得到充分稀释,大大降低了毒物对厌氧消化过程的影响;
● 具有缓冲pH的能力:内循环流量相当于第一反应区出水回流,利用CODcr转化的碱度,对pH起缓冲作用,使反应器内pH保持良好状态;
● 动力消耗小:IC反应器以自身产生的沼气作为提升动力来实现混合液内循环,不必设置水泵强制循环,节约动力消耗;
● 沼气具有较高的利用价值:反应器产生的生物气纯度高,其中CH4为70%~80%,CO2为20%~30%,其它有机物为1%~5%,沼气燃烧具有较高的热值,可作为燃料加以利用。
三、适用范围
IC内循环厌氧反应器(Internal Circulation Reactor,IC),是于20世纪80年代中期在UASB反应器的基础上研发的第三代高效厌氧反应器,到目前为止,已成功应用于造纸、食品加工、酿酒、柠檬酸、化纤、医药化工、石化等行业的生产废水治理。
©2017-2027 浙江科工环保技术有限公司 版权所有 浙ICP备17060786号-1